-
 support@minemaxx.com
support@minemaxx.com
-
 0086-311-87833311
0086-311-87833311
 NO.8 JIHENG STREET,QIAOXI DISTRICT,SHIJIAZHUANG,HEBEI,CHINA
NO.8 JIHENG STREET,QIAOXI DISTRICT,SHIJIAZHUANG,HEBEI,CHINA


2 月 . 20, 2025 01:50
Back to list
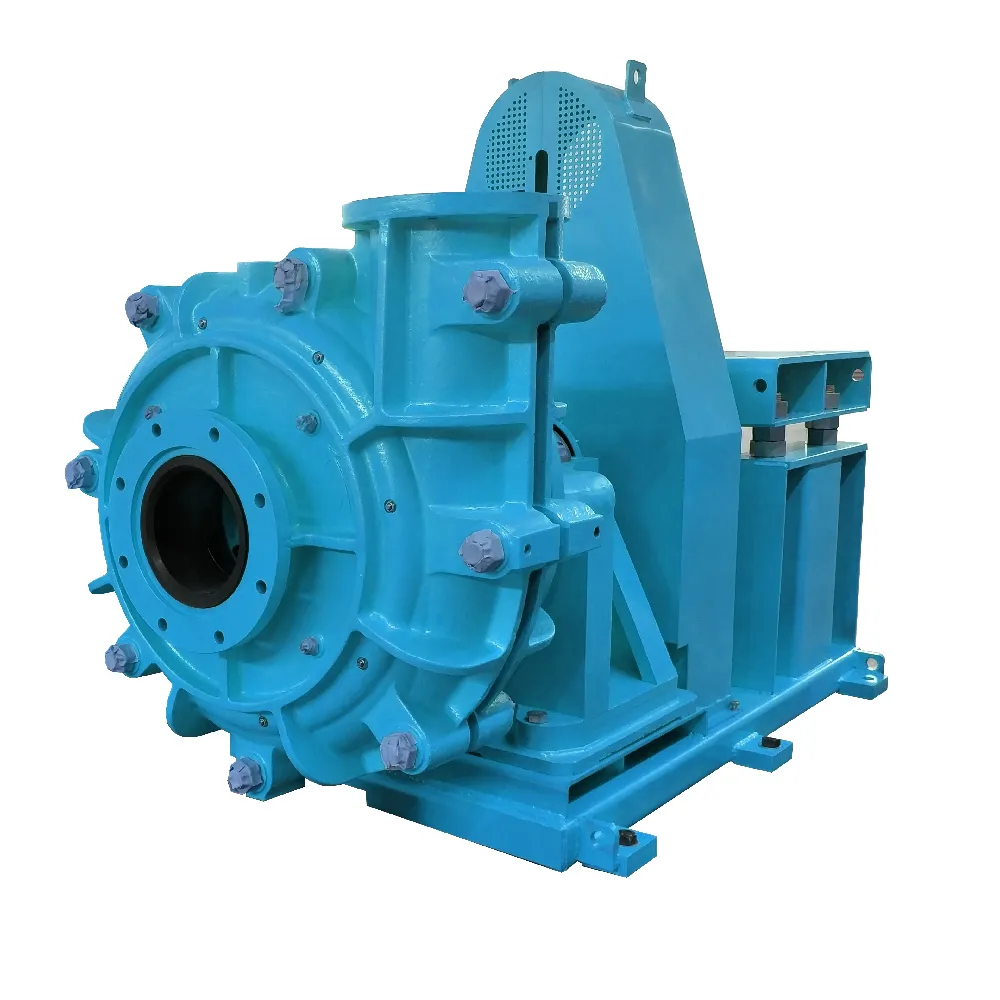
slurry pump for mining
In the dynamic realm of mining, efficient material handling is crucial, and slurry pumps stand at the forefront of this operation. Their pivotal role in transporting abrasive and viscous slurry mixtures makes them indispensable in mining applications. This article delves into the intricacies of slurry pumps in mining, exploring their functionality, advantages, and factors to consider for optimal performance.
In selecting the appropriate slurry pump for mining applications, several factors must be considered. The size and type of slurry particles, the slurry's viscosity, and the required flow rate are essential parameters. It's crucial to consider the type of connection and the pump’s placement within the mining system for optimal integration and performance. Additionally, pump manufacturers often provide customized solutions to meet the specific needs of various mining projects, ensuring that the chosen pump perfectly aligns with operational demands. Implementing smart technology in slurry pumps has revolutionized their application in mining. Many contemporary pumps are equipped with monitoring systems and sensors that provide real-time data on performance indicators like flow rate, pressure, and wear. This allows for predictive maintenance and reduces the likelihood of unexpected failures, enhancing the overall reliability and efficiency of the mining operation. IoT connectivity also facilitates remote monitoring, which is particularly advantageous in extensive and geographically challenging mining sites. The integration and strategic application of slurry pumps in mining aren't just about moving materials; it's about enhancing the productivity and sustainability of the mining process. By reducing the energy consumption and the wear and tear on equipment, they contribute to the broader goal of responsible and efficient resource extraction. This aligns with the growing emphasis on sustainable practices within the industry, highlighting the importance of selecting pumps that are not only reliable and efficient but also environmentally conscious. In conclusion, slurry pumps for mining play a crucial role in ensuring effective material transport and processing. Their robust design and efficiency make them indispensable tools in the mining industry. By selecting the right slurry pump, mining operations not only ensure smooth and efficient workflow but also significantly reduce operational costs and contribute to sustainable practices. As technology advances, slurry pumps will continue to evolve, offering even greater reliability and efficiency and solidifying their place as a cornerstone of mining operations worldwide.

In selecting the appropriate slurry pump for mining applications, several factors must be considered. The size and type of slurry particles, the slurry's viscosity, and the required flow rate are essential parameters. It's crucial to consider the type of connection and the pump’s placement within the mining system for optimal integration and performance. Additionally, pump manufacturers often provide customized solutions to meet the specific needs of various mining projects, ensuring that the chosen pump perfectly aligns with operational demands. Implementing smart technology in slurry pumps has revolutionized their application in mining. Many contemporary pumps are equipped with monitoring systems and sensors that provide real-time data on performance indicators like flow rate, pressure, and wear. This allows for predictive maintenance and reduces the likelihood of unexpected failures, enhancing the overall reliability and efficiency of the mining operation. IoT connectivity also facilitates remote monitoring, which is particularly advantageous in extensive and geographically challenging mining sites. The integration and strategic application of slurry pumps in mining aren't just about moving materials; it's about enhancing the productivity and sustainability of the mining process. By reducing the energy consumption and the wear and tear on equipment, they contribute to the broader goal of responsible and efficient resource extraction. This aligns with the growing emphasis on sustainable practices within the industry, highlighting the importance of selecting pumps that are not only reliable and efficient but also environmentally conscious. In conclusion, slurry pumps for mining play a crucial role in ensuring effective material transport and processing. Their robust design and efficiency make them indispensable tools in the mining industry. By selecting the right slurry pump, mining operations not only ensure smooth and efficient workflow but also significantly reduce operational costs and contribute to sustainable practices. As technology advances, slurry pumps will continue to evolve, offering even greater reliability and efficiency and solidifying their place as a cornerstone of mining operations worldwide.
Previous:
Next:
Latest news
-
Wet Parts for Optimal PerformanceNewsOct.10,2024
-
Vertical Pump Centrifugal SolutionsNewsOct.10,2024
-
Top Slurry Pump ManufacturersNewsOct.10,2024
-
The Ultimate Guide to Centrifugal Pump for SlurryNewsOct.10,2024
-
Pump Bearing Types for Optimal PerformanceNewsOct.10,2024
-
A Guide to Top Slurry Pump SuppliersNewsOct.10,2024
-
Slurry Pump Parts for Optimal PerformanceNewsSep.25,2024